
SISTEMA DE DETECCIÓN DE FÍOS DE FIADO EN ANEL



Antecedentes da industria
Na actualidade, a eficiencia das empresas téxtiles vese afectada principalmente polos custos laborais, o estado do equipamento, as operacións comerciais e outros factores. O proceso de fiado é o proceso clave da calidade das fábricas de fiado, difícil de xestionar, a resposta máis directa á súa xestión son os datos de roturas do fío. Polo tanto, a forma de detectar e reducir as roturas é a máxima prioridade da xestión do fiado. Sabemos que entre o 30 % e o 35 % das roturas son causadas por fusos con 5 % de erros. O método tradicional consiste en descubrir estes fusos defectuosos do 5 % desprazándoos, reparándoos por mecánicos e tomando mostras por probadores, pero hai moitas desvantaxes.
Desenvolvemos un sistema de detección en liña. Pode localizar de xeito oportuno e eficaz a posición das roturas da máquina e mellorar considerablemente a eficiencia de traballo dos marcos dos aneis. A nosa empresa ten como obxectivo proporcionar un servizo avanzado de modificación intelixente para o proceso de fiado das empresas téxtiles, acelerar a actualización dos equipos de fiado para mellorar a competitividade das empresas e non escatimar esforzos para axudar aos usuarios a maximizar os beneficios mediante o uso de medios eficientes e intelixentes de control da produción.
Composición do sistema
O sistema está composto principalmente por dispositivos de monitorización e actuadores.
O dispositivo de monitorización inclúe un dispositivo de monitorización dun só fuso.
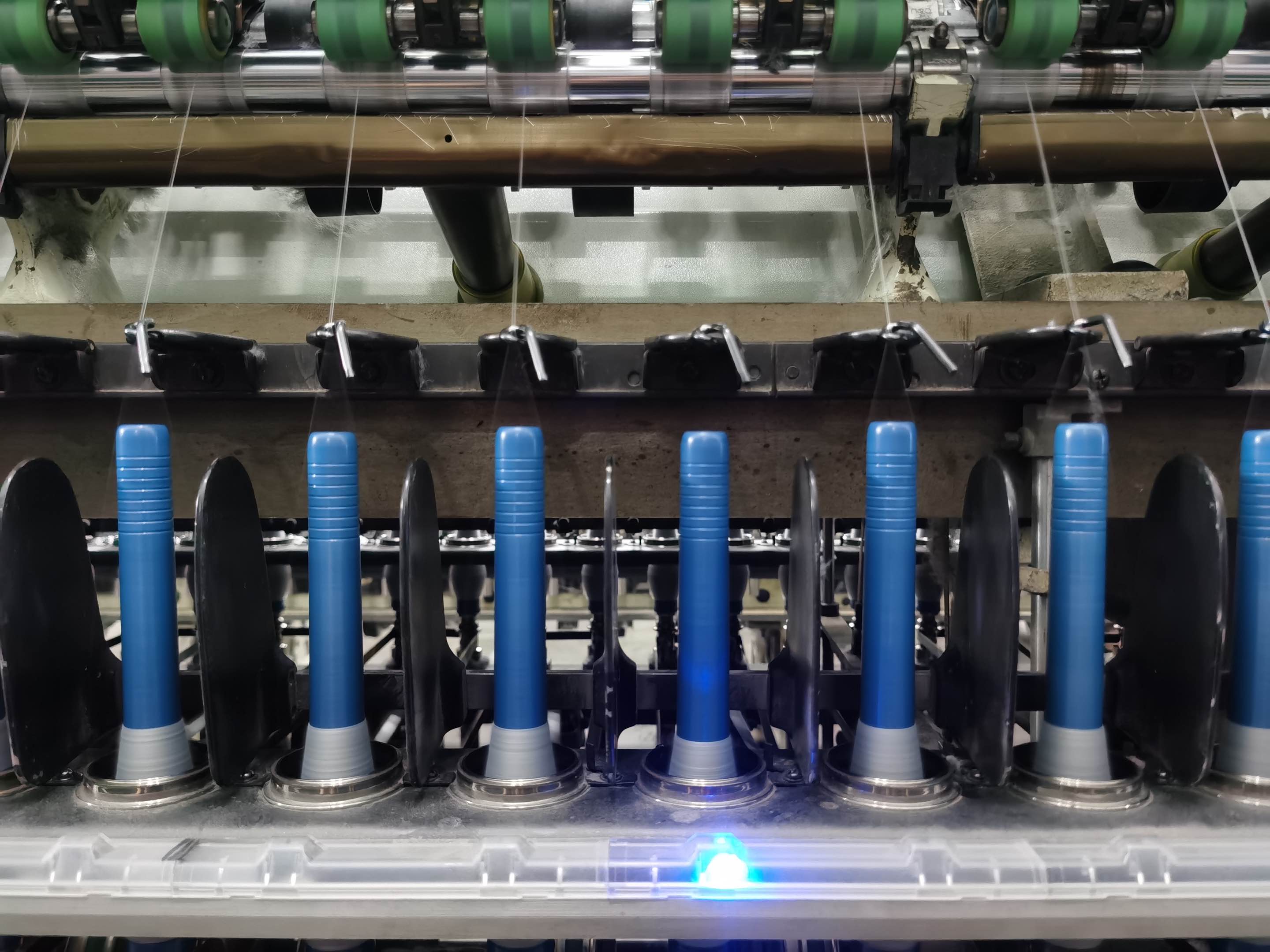
Os actuadores constan principalmente de catro partes: sistema de detección fotoeléctrica de rotura, dispositivo de alimentación de parada da mecha, pantalla de control do extremo da engrenaxe e indicación de aviso de rotura do extremo. O diagrama esquemático dos módulos do sistema móstrase na imaxe 1 a continuación. (Entre eles, a plataforma de xestión de fiación, o sistema de nube de fiación intelixente, a monitorización do consumo de enerxía, a monitorización ambiental, a indicación da lámpada da torre de rotura e torsión débil, o axuste de spandex, o axuste da velocidade do ventilador de succión e o axuste do siro son módulos opcionais; sen módulos opcionais non se mostrarán os datos correspondentes).
Funcións do sistema
O sistema de monitorización e control ten as funcións de indicador e visualización dunha soa máquina, visualización do extremo da engrenaxe, visualización do taller, visualización do servidor principal, alimentación de parada de rotura do extremo da mecha, detección oportuna de roturas e posicionamento preciso, axuda a comprender os puntos clave da calidade do proceso de fiado, reduce os traballos e os residuos e mellora a calidade.
Destaca especialmente o feito de que o sistema engadiu o sistema de xestión da produción para a fiación. Pode recompilar datos a partir de datos masivos, xerar varios informes gráficos e de texto segundo as necesidades dos clientes, axudar ao persoal de tecnoloxía e xestión da fábrica a analizar, xestionar e tomar decisións, e proporcionar comodidade de xestión aos usuarios.
O sistema de xestión da produción inclúe principalmente as seguintes funcións:
A) Capaz de mostrar os fusos con roturas de mota, atopar oportunamente o fallo do fuso e notificar ao mecánico para que o repare;
B) Non é necesario comprobar manualmente as cantidades de rotura de 1000 fusos/hora e as roturas de mudada pódense ver en liña en calquera momento;
C) Non é necesario copiar manualmente o rendemento da produción de cada quenda, o sistema xérao automaticamente;
D) Pode mostrar a velocidade do fuso, evitar o fuso de baixa velocidade e reducir a torsión débil;
E) En calquera momento, pode comprobar as variedades de fiado e as condicións da máquina para a programación de variedades;
F) Capaz de ver o funcionamento e a velocidade de funcionamento de todas as máquinas;
G) Pode ver a relación entre a velocidade e outros parámetros en calquera momento e pode optimizar a velocidade.
Características do sistema
O sistema de monitorización e control do marco do anel é un medio intelixente e de información. Pode rexistrar todos os datos e facer o traballo máis aberto e transparente, axudando así á xestión do grupo do taller e proporcionando unha base científica para que a empresa tome decisións e optimice o proceso. O sistema ten as seguintes características obvias
A) Non hai conexión por cable entre cada sensor. Inserción directa.
B) A sonda fotoeléctrica (ou electromagnética) ten as vantaxes da precisión e a sensibilidade, a sonda é pequena, a distancia de instalación entre a sonda e o anel é grande e non inflúe nos fíos de unión nin na substitución do viaxeiro.
C) O dispositivo de alimentación de parada de mecha é axeitado para formas de estiramento paralelas e en V. Adoptou unha conexión de módulos flexibles, sen necesidade de liñas de circuíto adicionais, identifica automaticamente a posición do eixo, cunha estrutura sinxela e unha instalación e mantemento cómodos. Sensibilidade do dispositivo de parada de mecha en 4 segundos.
D) Cada conxunto con pantalla con interface home-máquina proporciona instrucións de funcionamento rápidas para os traballadores e o mecánico.
E) Deseño con función wifi, para futuros servizos remotos, conexión sen fíos estable para portátiles e teléfonos móbiles.
Significado do módulo de monitorización de roturas
O módulo de detección de roturas do sistema reflíctese principalmente na lámpada e na pantalla. As diferentes categorías de visualización representan diferentes significados. Os detalles móstranse no formulario 1.
| Posición | Categorías | Implicación |
| Posición do eixo | Luce azul que pestanexa | pausas |
| Luces vermellas que pestanexan | culpa | |
| Luz vermella acesa | Torsión débil | |
| Luces moradas que pestanexan | Sensor cuberto | |
| lámpada | Luz verde acesa | 1-4 pausas |
| Luz amarela acesa | 5-9 descansos | |
| Luz vermella acesa | 10-24 descansos | |
| Luces vermellas que pestanexan | Pausas por riba de 25 | |
| 2 cores alternan o guiño | Aviso de redacción/fallo da placa base | |
| Pantalla | Letra b+número | Cantidade de pausa |
| Letra E+número | Cantidade de torsión débil | |
| Letra F+número | Cantidade de fallos |
Principais parámetros técnicos da máquina adaptada
Sistema de monitorización adaptado aos seguintes parámetros do formulario 2, outros parámetros personalizados segundo os requisitos.
| Non. | Elemento | especificación |
| 1 | Apto para o tipo de fío | Algodón 14-100s e mestura |
| 2 | Número de fusos | Cadro curto, cadro longo |
| 3 | Tipo de redacción | deseño paralelo e en V |
| 4 | Calibre do fuso | 68,75 mm, 70 mm, 75 mm |
| 5 | Diámetro do soporte do eixe | 28 mm, 40 mm |
| 6 | Tipo de anel | Plano, cónico |
| 7 | Número do eixo | Desde o extremo da engrenaxe (E/D) en orde |
Especificación técnica do sistema
O sistema pode realizar unha monitorización intelixente en liña en tempo real. O seu principio de funcionamento e o diagrama de funcionamento móstranse na táboa 2 e na táboa 3 respectivamente.
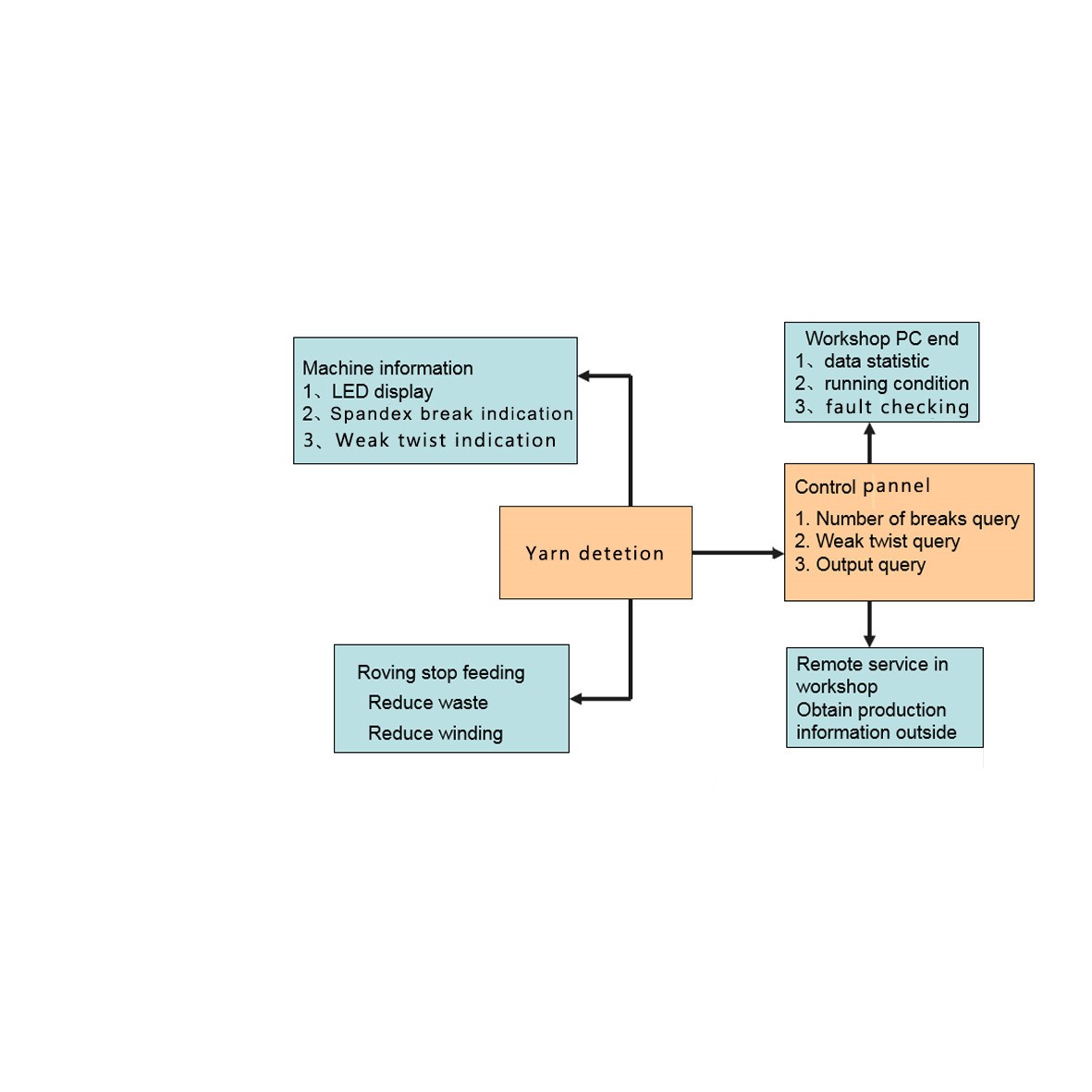
Principio de funcionamento do sistema de detección de fíos
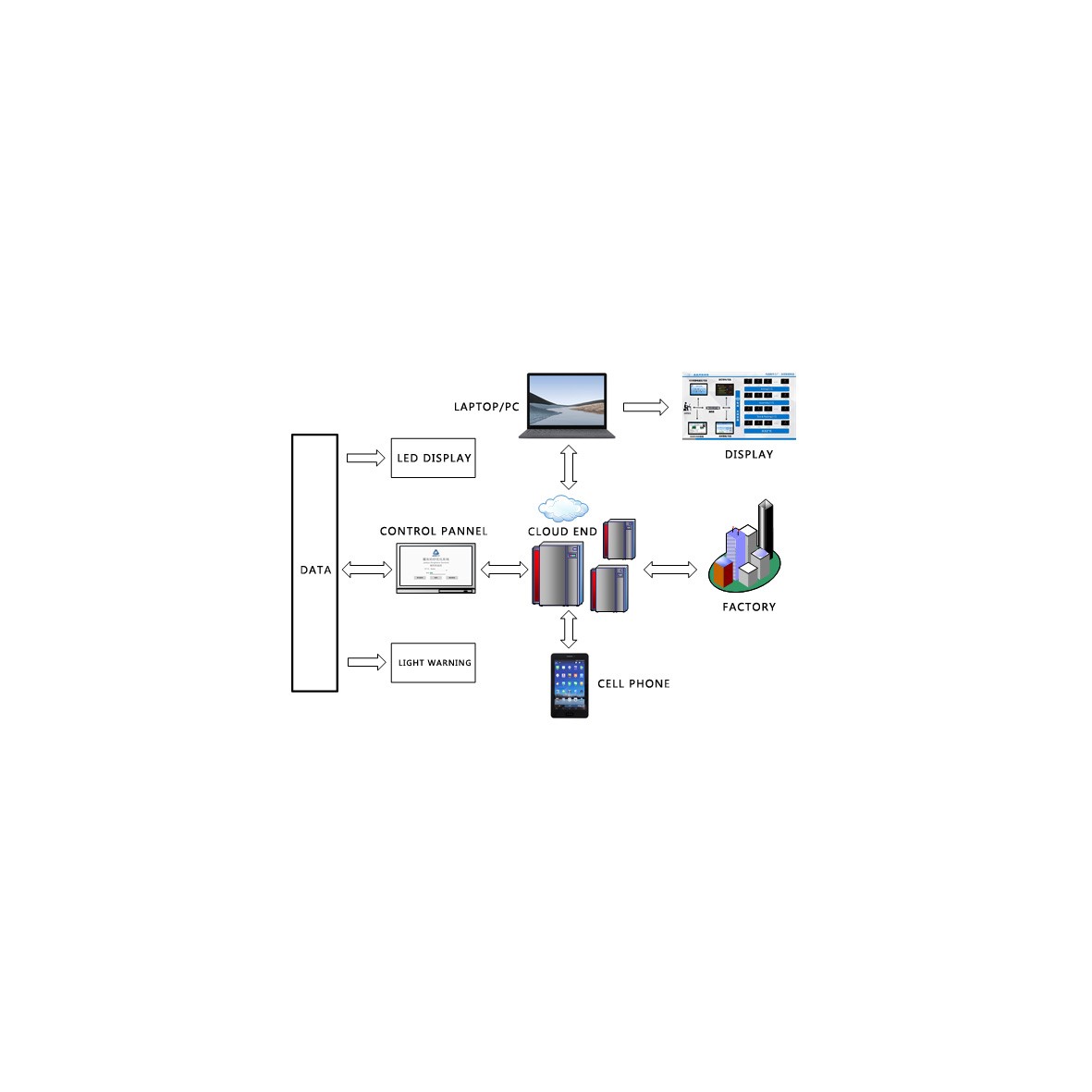
Diagrama de funcionamento do sistema de detección de fíos
O sistema de monitorización da máquina de fiar é intelixente, informativo e lixeiro. As súas principais especificacións técnicas móstranse na Táboa 2 a continuación.
| Elemento | Contido | Sistema de monitorización dun só fuso JADEYO 2.0 |
| Ferraxes | Rendemento do sensor | Fotoeléctrico、Magnético |
| Especificación da placa de sensores | 24 fusos 0,7 kg | |
| Tipo de final de usuario | Admite PC, móbiles, portátiles, pulseiras, etc. | |
| Parada móbil | Ao mesmo tempo que se produce a pausa | |
| Control de redacción | Mostrar diámetro do rodillo, velocidade actual | |
| Monitorización da produción | Mostrar o tipo de fío, a taxa de produción, a lonxitude, o rendemento, os tempos de mudada, etc. | |
| Houbo roturas/1000 fusos/hora | Comprobación en liña da velocidade do fuso e das roturas finais producidas/1000 fusos/hora | |
| Análise de roturas de quitarse | Comprobación en liña da velocidade do fuso e das roturas ocorridas/1000/hora de cada mudada | |
| Alarma de roturas finais | A luz do sensor parpadea, o controlador do extremo da engrenaxe mostra a posición da freada e a pantalla mostra a cantidade de freada | |
| Lixeira torsión | Luz do sensor na lata en liña, comproba a velocidade do eixo, a cantidade de rotura | |
| Forma de transmisión | A inserción sinxela da placa de circuíto integrado | |
| software | Conexión en rede con outros dispositivos de monitorización | A creación de redes con varias máquinas pode formar unha rede de monitorización de rotación e de rotura final. |
| Uso da táboa de parámetros | Os informes existentes pódense axustar segundo as necesidades e, posteriormente, pódense personalizar para desenvolver e configurar novos informes. | |
| Uso compartido de datos | Os datos son totalmente abertos, a interface de datos admite Ethernet, compatible co sistema de execución de fabricación HMES, o sistema de planificación de recursos ERP, o sistema de oficina OA, etc. | |
| Actualizacións de funcións de software | Pódese desenvolver de novo e ter función de expansión | |
| estándar de calidade | Detección de todos os fusos en liña | Preciso sen información errónea |
| Taxa de fallo diario da sonda de detección e outros compoñentes eléctricos | Dentro de 1/10000, a vida útil é superior a 10 anos |





